Un caro saluto a tutti, eccomi a presentare il terzo episodio della saga, dove andrò a sgolare le ultime quattro tubazioni del carro posteriore del telaio che sto costruendo concludendo gran parte delle lavorazioni a freddo prima della fase successiva che sarà ben più calda.

Per chi si fosse perso gli episodi precedenti e vuole partire dall'inizio:
- #01 vita da laboratorio a Lacremò, selezione, disegni e preparazione
- #02 vita da laboratorio a Lacremò, sgolatura tubazioni triangolo
"Le nostre difficoltà quotidiane celano abissi, non sono altro che la punta di un enorme iceberg."
FORMATURA TUBAZIONI
Si intende come "carro", la parte posteriore del telaio, composta dai due foderi orizzontali e dai due steli verticali.
Trattandosi di un telaio MTB per ruote da 29 pollici ho ricevuto indicazioni, dal futuro proprietario di questa bicicletta, dei copertoni che vorrà montare.
In questo caso, il telaio dovrà accogliere al massimo i copertoni 29 x 2.50", perdonatemi il tecnicismo, in sintesi, un passaggio ruota di circa 83 mm che otterrò pressando con un apposito punzone il fodero nel punto giusto.

Tracciati i punti sui due foderi dal disegno in scala 1:1 si può procedere alla formatura nella pressa manuale, andrà considerata anche la sagomatura per il passaggio della corona della guarnitura.

Questo tipo di formatura permette di ottenere lo scopo senza danneggiare la struttura del materiale e il suo futuro utilizzo, potrebbe essere considerato una sorta di nervatura.
SGOLATURA FODERI ORIZZONTALI
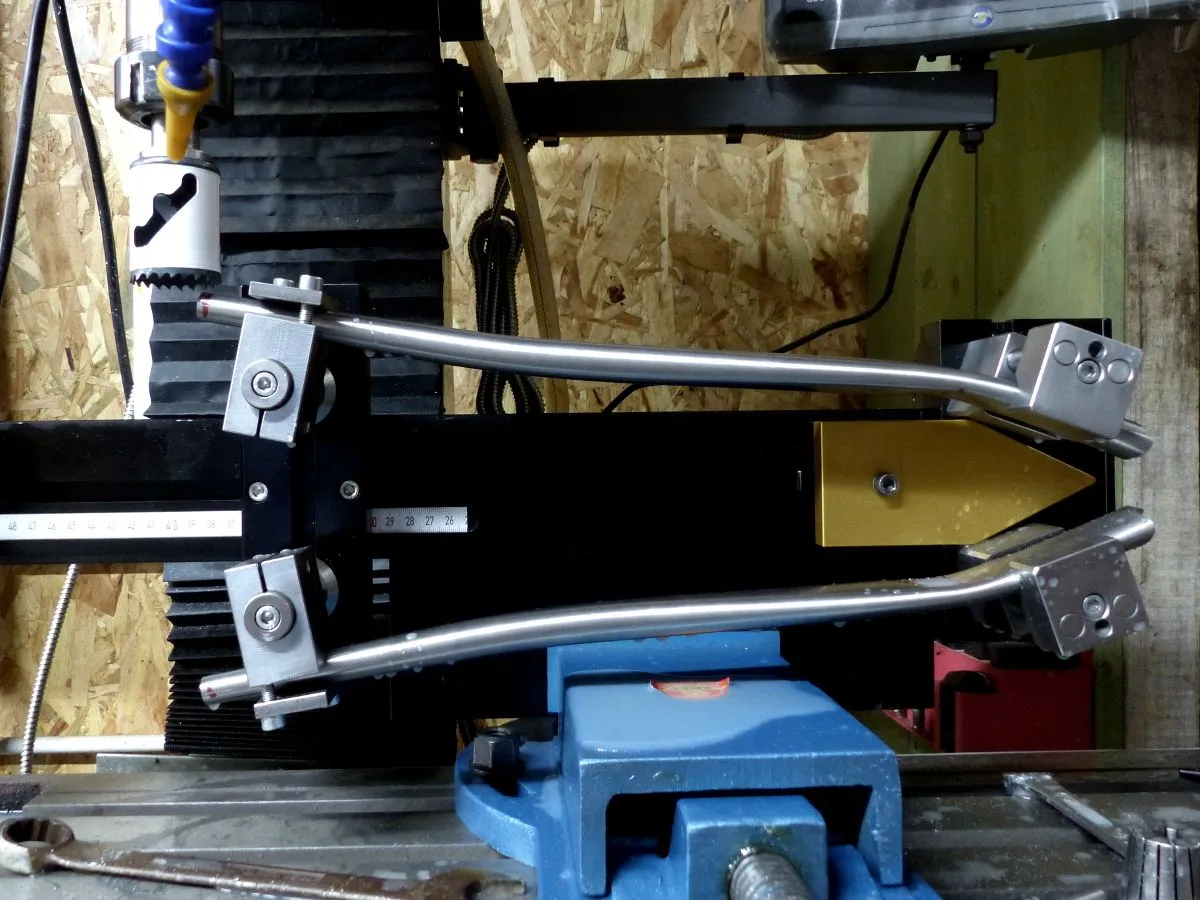
Grazie all'apposita dima che vi presenterò in un articolo dedicato lavoro le teste di entrambe le tubazioni, prima con fresa 40 mm per il passaggio della scatola movimento centrale.

In seguito, muovo la tavola e passo con fresa da 38 pari al diametro dei forcellini che dovranno accogliere.
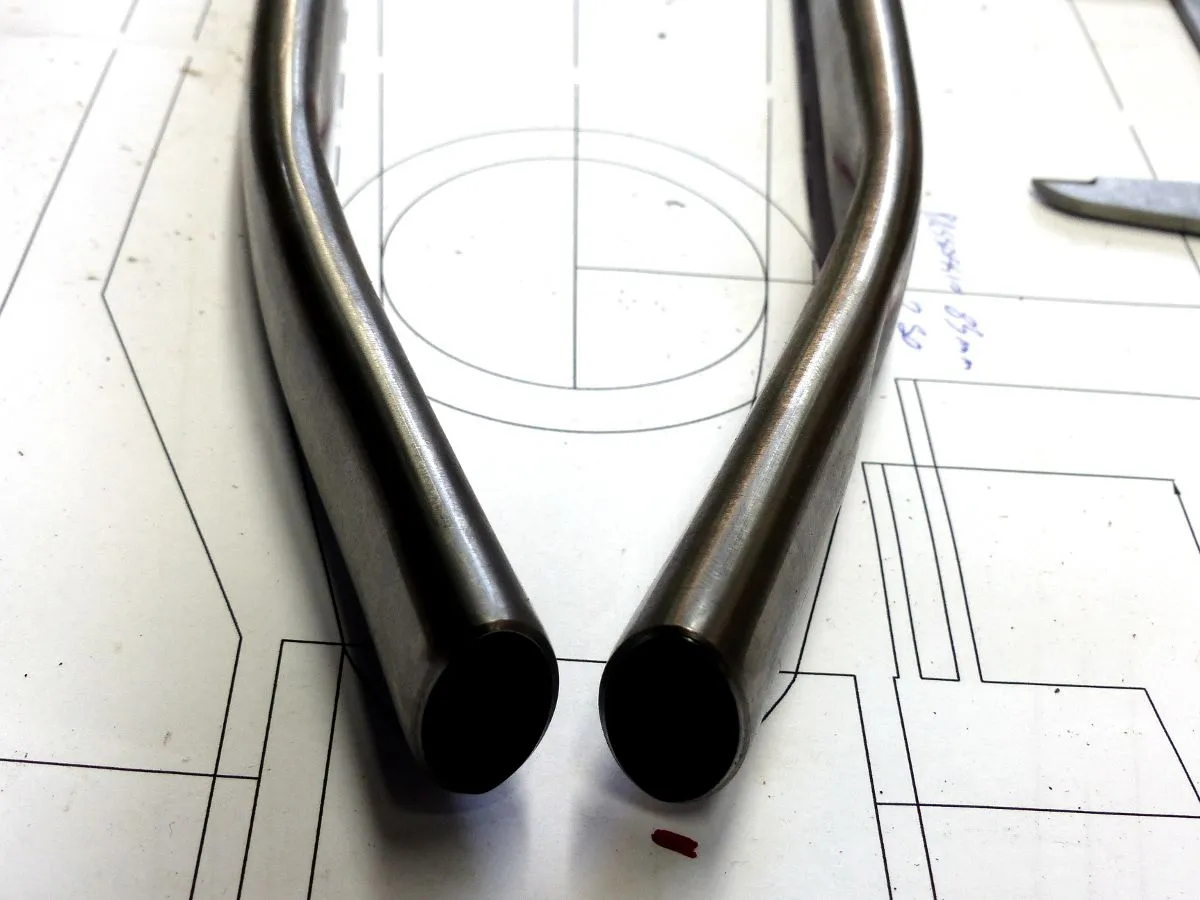
Il taglio risulta preciso e pulito alla prima passata, sarà sufficiente una leggera pulita con tela smeriglio ed acetone per togliere i residui di olio da taglio.
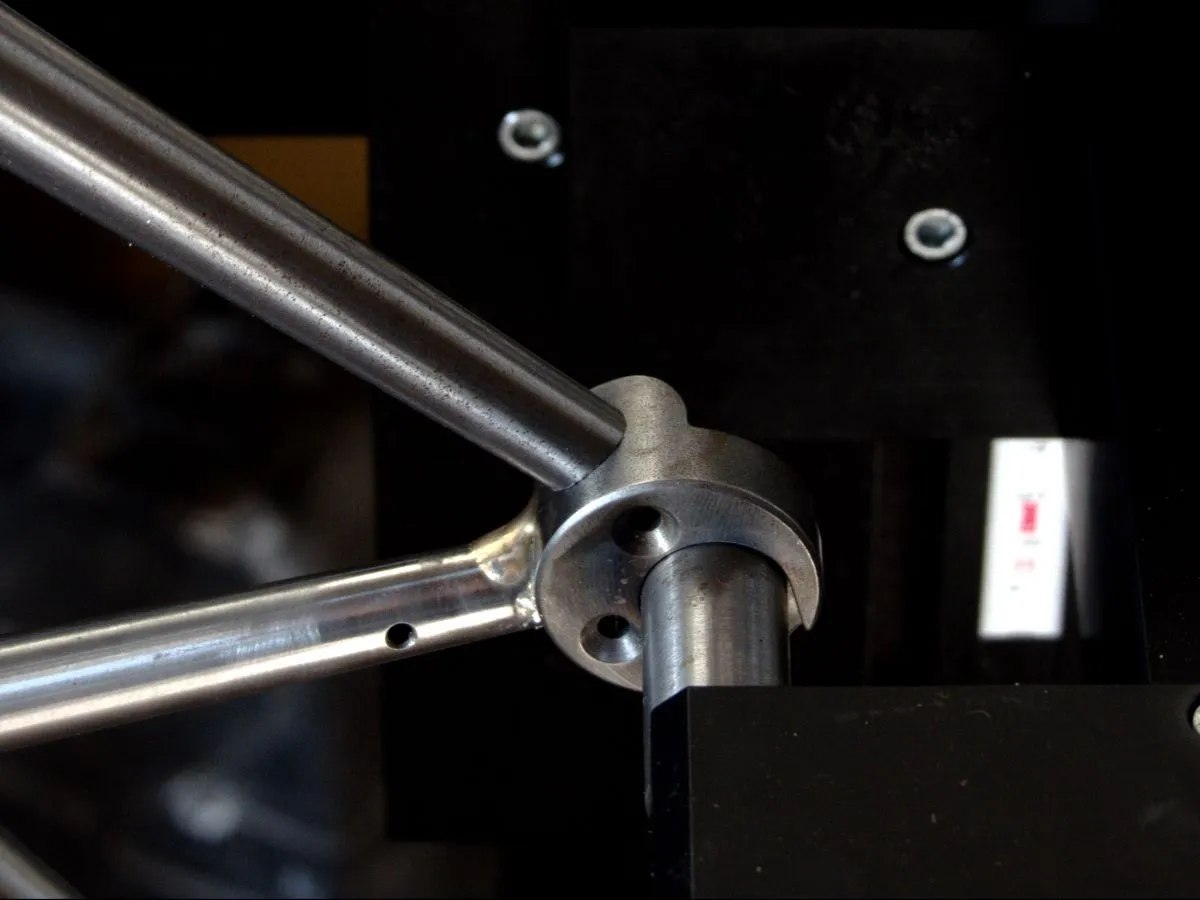
I forcellini una volta posti sulla stessa dima potranno essere puntati a dovere, come potete notare nell'immagine che segue i lembi risultano con un'ottima finitura e pronti per essere saldati.

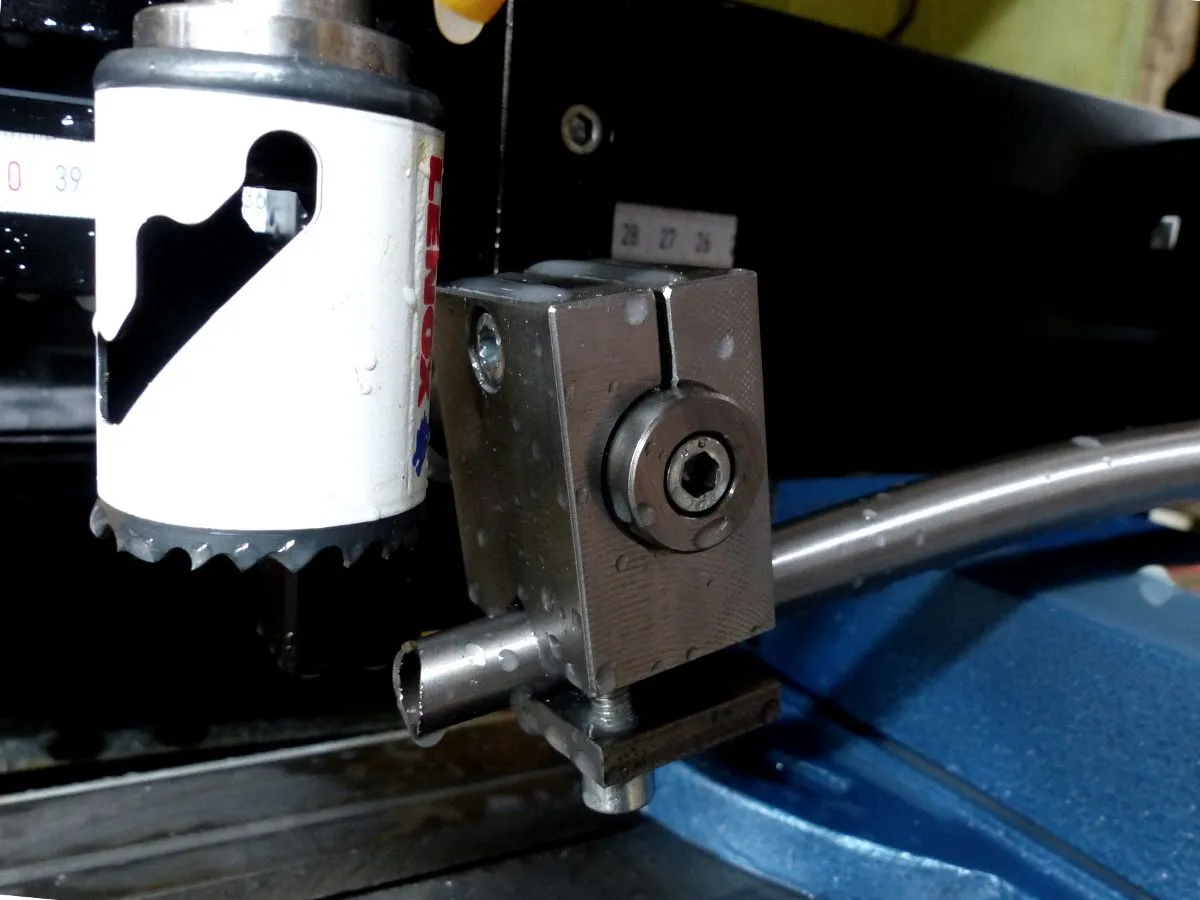
SGOLATURA STELI VERTICALI
Utilizzando la dima per i verticali procedo come da disegno all'angolazione necessaria con un taglio da 33 mm di diametro, seguirà alcuni passaggi per poter scolare anche le teste lato forcellini.
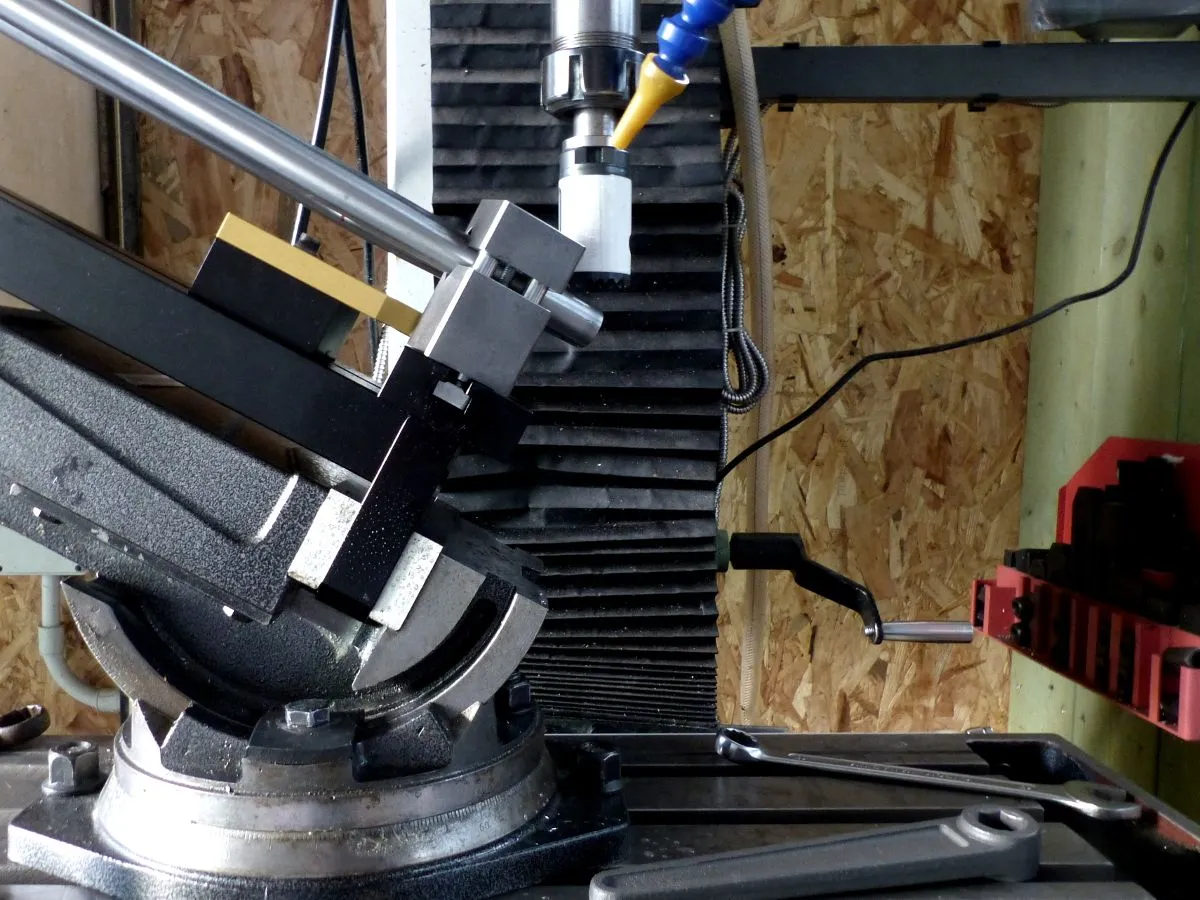
Posti nella dima telaio anche le ultime lavorazioni sono soddisfacenti.

CONCLUSIONI
Anche questa lavorazione per la costruzione del telaio è conclusa, arrivare a questo punto è costato molto, ma la ricerca di precisione progredisce di volta in volta, questo è un aspetto fondamentale dell'artigianato, la testa e le mani imparano e passo dopo passo si progredisce.
Ciò che pare soddisfacente oggi, domani non lo sarà più. L'asticella si alza ed ogni lavoro pare migliore del precedente, più esatto, ma non ci si deve accontentare e chiedere a se stessi sempre di più.

Comunque non nego di essere soddisfatto e di cominciare a capire la differenza tra un artigiano e l'industria, molto spesso l'artigiano cerca la bellezza e la precisione, purtroppo l'industria cerca solo velocità e profitto.

Ora vi ringrazio e saluto, ma non preoccupatevi che la saga continua.
G.