Hello Everyone,
Five days ago I posted about the hot end mod, and things went wrong immediately after the upgrade.

XYZ 20mm Calibration Cube by iDig3Dprinting January 19, 2016
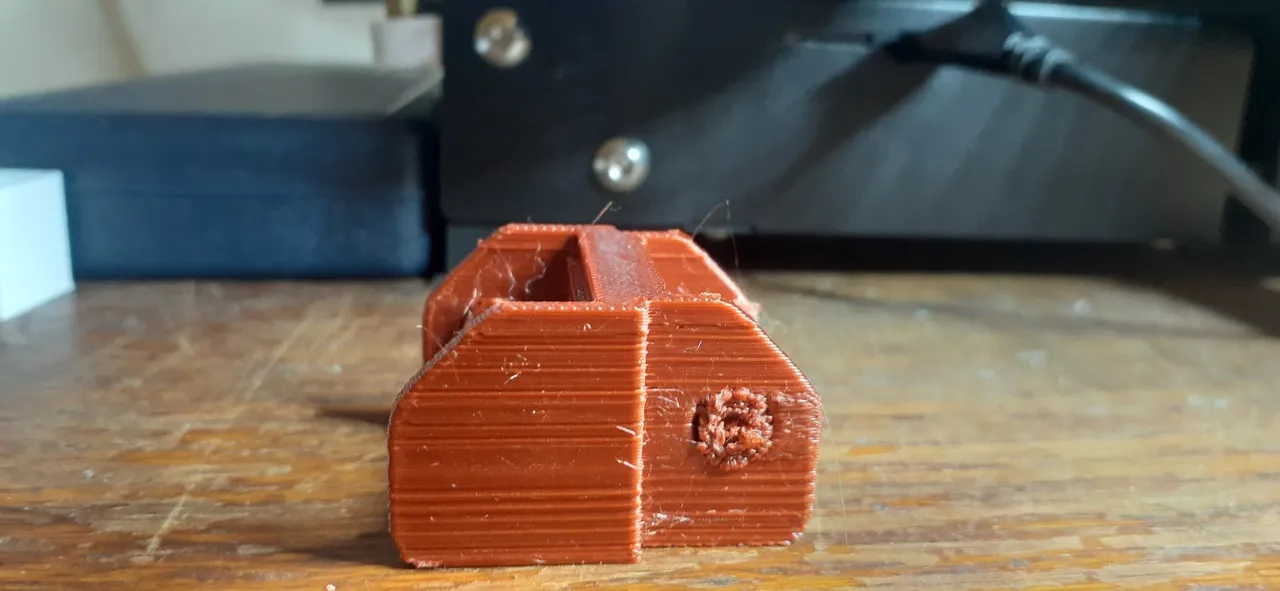
The problem occurring is very obvious in this photograph I think.
There are serious layering deviations occurring, and in a way which I found to be baffling.
Because the deviations are consistent with every print.
To me this indicated that it could be mechanical and it also could be something like a voltage issue with the Raspberry Pi which is used as a replacement to the stock firmware Marlin (main site.)
I use a Pi 3 B+
And for a while I was getting voltage errors in the console for Klipper Firmware (main site.)
Those problems seemed to mutate into something scary.
Print-In-Place (PIP) Large Cable Chain Assorted Lenghts (1-9 links)
by TTB_Studios March 20, 2016
This is really bad...
I decided to install the stock hot end fixture again.
Same results, over and over.
I cleaned the rails, checked eccentric nuts, checked belts, checked configs, checked everything I could think of!
Same results, over and over.
This went on for days..
I didn't really keep any kind of troubleshooting logs, and this really started to affect my mental health even. I don't like being stumped, but I am.
I didn't touch the printer at all yesterday and just allowed my brain to process information subconsciously.
I thought about this Bowden tube mod I performed.
In my opinion this is brilliant.
To explain briefly, it minimizes possible movement of the Bowden tube through a compression method in which a washer can be printed for use.
I love it, but it does not come without potential issues.
If the washer begins to compress, there will be play even worse than what it is supposed to "fix", and with PLA, (polylactic acid), compression happens easily.
It clicked in my mind that it must be this little piece of tubing causing the terrible effect.
How did I come to this conclusion , and how did I test my theory?
RETRACTION
VASE MODE
Retraction is a push/pull method to reduce stringing and blobbing. It makes the filament quickly move away , and back to the nozzle.
I do not think this is very good for the extruder, and it certainly adds to the load on the stepper motor, and so much can go wrong with retractions.
It takes an intimate relationship with the 3D printer to get a feel for retractions. No two machines will be the same, and there is no set settings for this parameter. It is fully user defined based off of test after test after test.
I thought:
"The retracts are hanging up on the tube, it's causing an uneven flow rate and potentially clogging as well."
VASE MODE utilizes NO RETRACTION.
Next thought:
"Print something in vase mode, since there are no retractions, we will know very quickly if the retractions are hanging up."
My first print in vase mode, no retractions.

Single-Perimeter Rocket for Seamless Spiral Printing
by mech-G September 10, 2014
The blue tube that you see next to the rocket was installed when this rocket was printed, but due to no retractions, the print is pretty much flawless.
Could there be any doubt at this point? Nope.
After almost a week of trying to solve this problem, I got this..
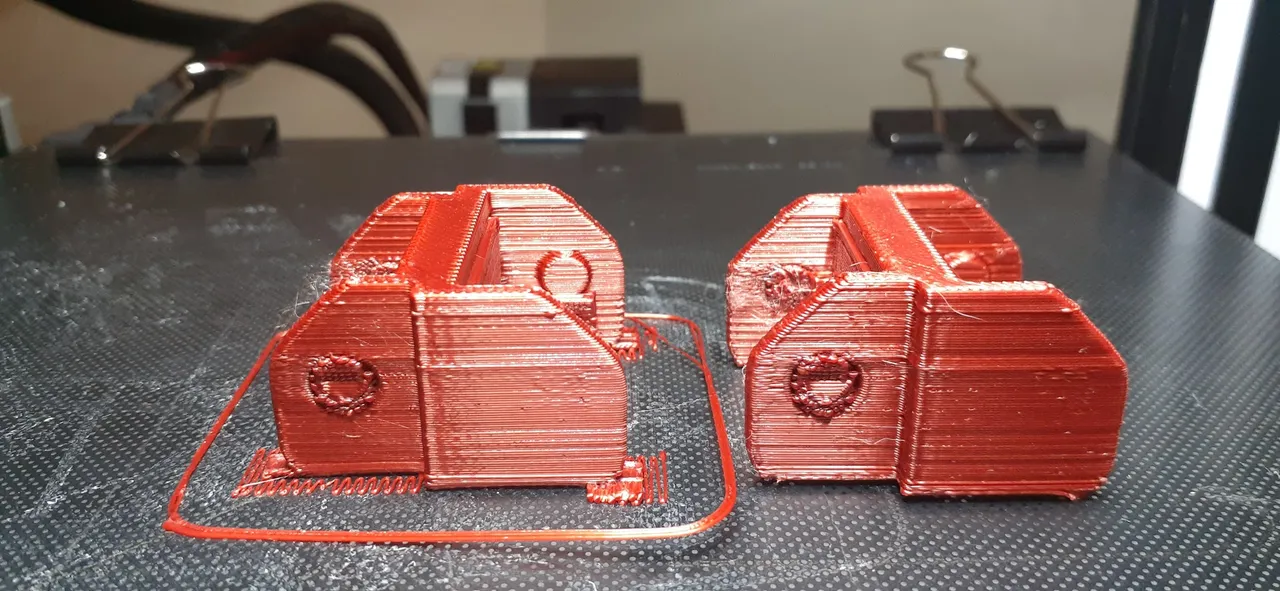
Now let's look at that chain link printed without the Bowden tube mod, utilizing the exact same G-code.
Print-In-Place (PIP) Large Cable Chain Assorted Lenghts (1-9 links)
by TTB_Studios March 20, 2016
I was wrong.
I am even more baffled now.
It prints perfect in vase mode, but retractions cause this horrible mess. These layers will snap apart easily and you are looking at two useless links that are now wasted material.
I really don't want to go back to Marlin because I like Klipper more, but I may need to as a troublshooting method. If Marlin works then it is probably my RPI.
This could take a while to figure out.
If anyone has any ideas, I'm open to them.
Thank you for stopping by, have a great day! ~~@print3dpro